Production processes don’t just materialize fully formed on the manufacturing floor. Procedures and operations go through a full research and development cycle, which can take years before they are integrated into the production line. This pre-production work includes strength, reliability, and durability tests to determine what the limits of material systems are to help predict adhesion performance success.
However, processes that were successfully demonstrated in a laboratory don’t always translate into reliable and repeatable manufacturing steps.
There are ways to prevent this discrepancy. By putting into practice a few key principles at the design and testing stage, Design, Process, and Quality Assurance Teams can develop methods that seamlessly scale up to production.
Consider All Variables
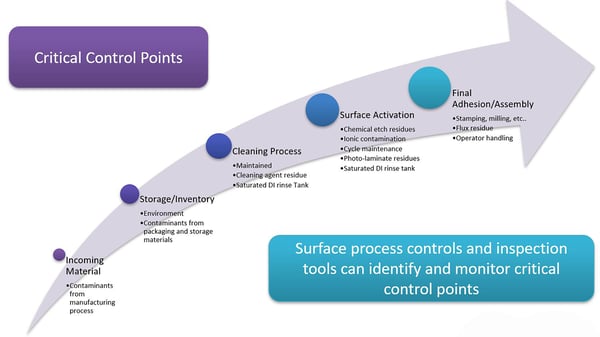
Throughout every adhesion process, there are places where the surface of materials that are involved in the bonding, cleaning, coating, printing, or painting application has an opportunity to change. These places are called Critical Control Points. Every time a surface is altered intentionally or not, for better or for worse, the surface needs to be analyzed and understood.
When doing research in a laboratory setting, commonly overlooked Critical Control Points on manufacturing floors need to be compensated for. Surface chemistry can change while in storage depending on how long they are in inventory and if the material they are packaged in is transferring molecular material to the surface. The surface quality of incoming parts can widely vary and needs to be controlled for consistency so all downstream operations can be effective. Measuring surface quality before and after cleaning or treatment steps reveals the degree to which the surface is changing so those processes can be optimized.
All of these variables can be accounted for at the earliest stages of development to ensure adhesion requirements are met during the final production steps. Specifications for surface quality and cleanliness need to cover all these Critical Control Points.
When Selecting an Adhesive, Control The Surface
During the materials selection phase of the R&D process, Design and Process Teams are often tasked with choosing the best adhesive for their application. An often overlooked point when choosing these materials is to make absolutely sure the adhesives are being tested on identical surfaces. Adhesion is a chemical process, so adhesives are only as effective as the quality of the surface chemistry of the material they are being applied to.
An electronics manufacturer explained to Brighton Science that in their testing for adhesive selection, they would perform an isopropanol wipe to clean the surface and then apply the adhesive. Without testing for wiping consistency or measuring the chemical quality of the surface after the wiping, there is no way to know if the adhesives being tested performed better based on their own merits or because the surface was actually properly prepared for adhesion.
The uncontrolled surface chemistry of the material can become a confounding variable in the testing process. The surface quality needs to be measured and held constant between all tests to get a true sense of the adhesive performance. Leaving out these controls and understanding surface chemistry can lead Design and Process Teams to choose an adhesive that isn’t truly the best for the job.
Use Correlative Adhesion Tests
When testing adhesion in the design lab, it is imperative to conduct experiments that are as close as possible to the actual application being studied. Lap shear tests are extremely common in all kinds of manufacturing but only have limited relevance to the kind of adhesion failure experienced in the real world.
For example, if a manufacturer is doing a sealing operation that requires hot oil to remain contained under intense vibrations, then a lap shear test of that seal is not going to reveal how well the bond will hold in real-world conditions. The tests must correlate directly to the kind of stress the bonds will experience and the performance thresholds of the application.
For structural bond testing, a correlative test would be a double-cantilever beam test. In this test, two surfaces bonded with an adhesive are pulled in opposite directions to test adhesive strength. Lap shear tests do not always mimic the way that bonds are broken and, therefore, should not be the go-to test to predict adhesion failure.
Measurement in the Lab Needs to Scale to the Production Floor
One of the main reasons operations that perform well in a laboratory can result in adhesion failure in production is that the methods of monitoring and measuring surface quality are not made available to the production floor. In order to truly replicate in the testing stage, what will occur in production is to utilize the equipment in the lab that can be used in the preparation and assembly applications.
If the only equipment being used to evaluate surface cleanliness and treatment levels is highly sophisticated lab instrumentation that cannot be operated in a production setting, then the testing is not being done in a manner that parallels what’s possible in production.
In order to fully control surface quality and predict adhesion results in production, everything in the lab needs to accurately correspond to the actual adhesion process itself. This includes identifying and measuring all of the Critical Control Points that exist in the production setting. It also involves creating specifications based on tests that mimic the kind of stress the application will actually be under and that the equipment used in the lab is able to scale to the production floor along with the product itself.
Download the ebook “Predictable Adhesion in Manufacturing Through Process Verification” to gain insight into how to have the most effective product research and development laboratory possible. Eliminating adhesion failure before it begins is possible, as well as finding the root cause of failure with a lab that deals precisely with what is facing manufacturers on the production floor.
