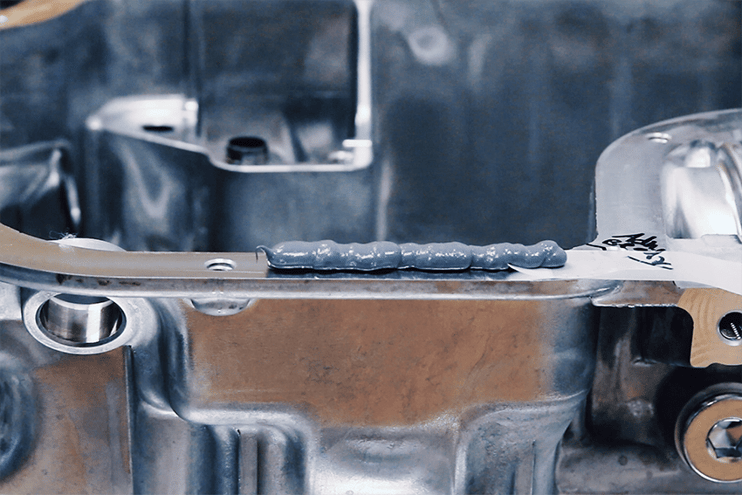
Controlling Surface Condition in FIPG Application
Increasingly, FIPG processes are replacing traditional gaskets for a variety of automotive applications, such as air filters, oil filters, door panels, and external engine parts. The advantages include cheaper material cost, higher throughput capability, the ability for assembly at the supplier, and greater control over sealing processes. These advantages, however, come with processing challenges that the manufacturer must take into account, namely the surface of the part they are sealing.
Within the automotive industry, a common FIPG application is RTV (room-temperature-vulcanization). Defining and controlling surface conditions prior to applying an RTV silicone sealant is critical for a successful seal. Variables such as inadequate cleaning, over-used washing fluid, excess oil contamination, and poor handling can wreak havoc on an RTV application process. This can lead to rework, customer complaints, and warranty claims after the customer purchases the product. So how does an OEM or supplier design and control an appropriate FIPG process that will be successful?
Defining Surface Cleanliness
First, it's important to understand that when moving from a mechanical sealing system (like a traditional gasket) to a FIPG, or chemical fastening system (an adhesive), the way we define and think about “clean” changes. The definition of clean is on a molecular scale, not what you can see or feel on the sealing surface. Defining clean by the pH scale or particulate level in a washer system is no longer sufficient. An assembler must understand that “clean” enough to produce successful adhesion indicates an extremely specific molecular state on the sealing surface to guarantee success.
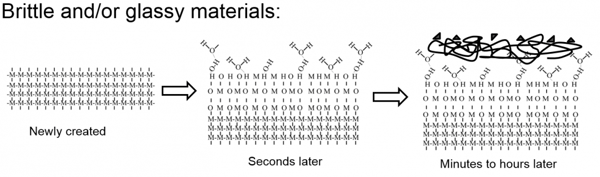
The second thing to understand is that when sealing to a brittle or glassy material (such as aluminum, steel, ceramic, or glass), the adhesive has to deal with molecular contaminants on that surface before it can begin to work. Fig. 1 shows that once a new surface generates through machining, cleaning, plasma, or anodization, there stands a finite amount of time until environmental contaminants are re-deposited onto that surface either by the atmosphere or through contact.
Fig. 1
This tells us that there are two variables to be concerned with when looking at the surface prior to RTV application: the level of cleanliness or surface energy and the amount of time that elapses between processing and application of the adhesive. These two parameters can easily be determined through contact angle measurements.
The appropriate molecular state can be achieved through a variety of in-line methods such as chemical treatments, hand wiping (with controls), atmospheric pressure plasma, or highly controlled washing systems. Variables such as joint design, the bond line, and the specific RTV will all play a role in determining which processing method is appropriate. Utilizing a surface measurement method such as contact angle is a great way to help choose an appropriate processing method and guarantee the effectiveness of that processing throughout the life of the product program. Brighton Science's Surface Analyst™ is a fast, easy, accurate and non-destructive instrument that provides these contact angle measurements within seconds on the manufacturing floor.
Maintaining Surface Control through Shelf Life Monitoring
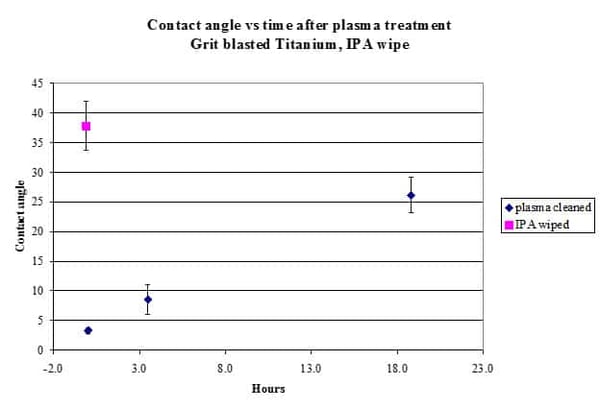
After the appropriate processing method has been achieved, the shelf life of the material after surface processes must be understood. See Fig. 2 for an example of a shelf life study created using the Surface Analyst.
Fig. 2
Testing to Ensure Successful Bonds
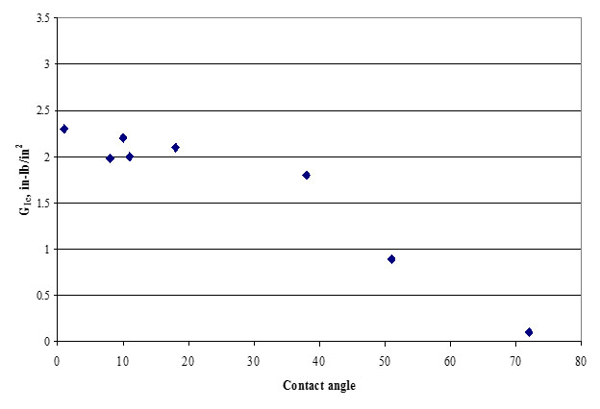
Once a set of conditions has been established, bond testing can be performed to correlate results from adhesion failure mode (cohesive, adhesive, or mixed) to the appropriate contact angle ranges. See Fig. 3 for an example of the correlation curve.
Fig. 3
Assistance in Surface Process Development
Once processing parameters (method, shelf life, desired performance of assembly) are evaluated and correlated with the desired performance specification (bond strength, failure mode, hot seal test, etc.), the manufacturer can begin to design an adhesion process for FIPG that will have a very good chance for success. Measuring contact angles on the surface with the Surface Analyst allows the product design engineer to study and guarantee surface effects and correlate to performance. The Surface Analyst allows scale-up into manufacturing with an objective, easy-to-use measurement system to guarantee the same quality and reliability demonstrated in the lab. Today, the Surface Analyst is the easiest and fastest way available to confirm or deny the cleanliness of the surface during failure analysis.
To learn more about how Brighton Science can help optimize your adhesion process so you can produce higher quality products with a greater degree of adhesion success, download our eBook: "Guide to Adhesion Science for Flawless Manufacturing."
