
Achieving a flawless, long-lasting paint job on an aircraft is a complex undertaking. This multi-stage process starts well before the final coat graces the wings and tail. Components are meticulously molded, prepared (often involving multiple steps), assembled, and then coated with primers and layers of paint to ensure the finished aircraft is airworthy.
But how can manufacturers be certain these steps translate to a reliable and visually stunning final product? Particularly, how can they guarantee the primer will adhere flawlessly to the underlying metal or composite components?
While aerospace manufacturers recognize the importance of specialized primers, paints, and coatings, another crucial aspect often goes overlooked: the chemical cleanliness of the surface being painted. Focusing solely on one half of the bonding equation – the materials themselves – leaves a significant gap and potential vulnerabilities in the process. For an industry where safety is paramount, such risks are simply unacceptable.
Our experience reveals that many manufacturers lack a robust surface preparation process to guarantee predictable and flawless coating adhesion. This isn't due to negligence; until recently, reliable methods were lacking to verify that surface prep truly results in a strong bond between the aircraft's construction materials and the applied coatings.
This blog post delves into the critical yet often under-appreciated world of surface preparation for primer coating in aerospace applications. We'll explore the importance of proper surface prep, the challenges it presents, and the solutions that pave the way for flawless and reliable aircraft coatings.
A Complex System
The multifaceted process of constructing aircraft spans several disciplines and, usually, multiple locations. All of these parts of the process have implications for the adhesion of the final product.
This article will focus on the primer coating and what leads to it properly adhering to the body of the plane or jet. It’s helpful to break out this one aspect of the process because the complexity of getting it right is indicative of the manufacturing process at a macro level. Getting primer coating to stick to an airplane is an entire adhesion process all on its own, and it’s only one step!
Aircraft components are typically extruded aluminum or, increasingly, molded composite. These parts need to be cleaned of mold release and debris from the fabrication process. Usually, this is done with a solvent bath and perhaps manual parts wiping.
Additional pre-primer steps might include chemical etching and plasma treatment to prepare the components for adhesive assembly. Once the aircraft is constructed, further surface treatment needs to be done before applying the primer. This has been made much more feasible with automated atmospheric plasma treatment. These systems allow treatment directly on the line and can even get into difficult-to-reach places such as countersunk rivets that, if not properly coated, can be a starting place for corrosion that compromises the entire top-coat paint.
Surface Quality Inspection is a Must
By the time the aircraft is at the priming stage, the material surfaces have endured a lot and have had numerous opportunities to compromise their chemical composition. Preserving these surfaces and validating their chemical cleanliness is imperative to maintaining the consistency of the primer performance.
Traditionally, the closest thing to manufacturers' surface quality test is the water break test. This is generally unreliable due to its subjectivity and lack of sensitivity to the chemical makeup of the surface. The fact that it has to be done on samples and cannot be adequately employed directly in the production setting makes it particularly disruptive and unhelpful in the aerospace industry. The water break test needs to be done on large, flat surfaces, and, as we’ve already pointed out, the places that need to be inspected the most have tiny geometries and are not uniform.
Here’s an article that goes over all the ways that the water break test is an outmoded and frustratingly deficient method for understanding surfaces.
A Better Way to Actually Measure Surface Quality
Instead of leaving surface understanding up to guesswork, you can actually get an accurate and quantifiable metric of how ready your surface is for the primer to stick to it.
Water contact angle measurements are a perfect way to assess the chemical state of surfaces prior to treatment and coating. Measuring the wettability (i.e., how a drop of water interacts with the surface) of the material surface gives you a definable and objective picture of the surface's preparedness. Measuring first and often also lets you know precisely where contamination is being introduced or where a surface preparation step isn’t changing the surface as expected.
How water contact angle measurements correlate to crosshatch tape tests shows how sensitive and reliable these measurements are. This correlation is especially helpful in applying painting and priming aircraft because the crosshatch tape test is often used in laboratories to assay adhesion in these. Download the white paper linked above to learn about the relationship between water contact angle measurements and the tape test.
For a brief summary of the relationship, take a look at these charts:
Figure 1:
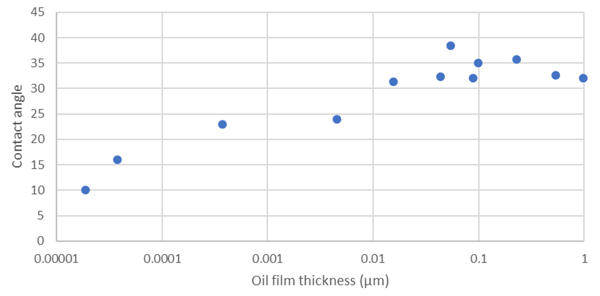
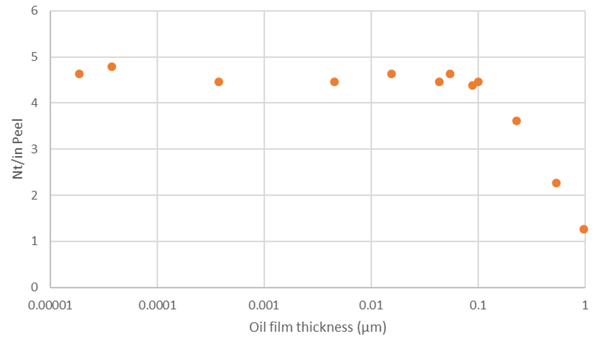
Figure 2:
- Contact angle measurements (figure 1) are sensitive to very small amounts of contamination, shown in this chart with low contact angles, the thinner the oil film thickness and the higher angles as the film thickness increases
- Tape peel tests (figure 2) are sensitive only to large amounts of contamination, so the test doesn’t begin to show a change until the oil film is thick enough to see with your eyes and know that it is contaminated.
- Small amounts of contamination that can affect surface properties are not easily detected by tape peel but are discernable via contact angle measurements.
Being able to measure real parts in a real production setting is crucial to saving every resource. Water contact angles can be measured directly on the parts being cleaned and coated and can even be used to inspect the small and complex geometries that are impossible for other test methods. Most surface preparation inspections and tests are done in a laboratory or are done on a part that needs to be scrapped once the part is tested. Water contact angle measurements eliminate this problem as they are non-destructive and can be collected right on the part that is actually going to be coated.
Download the eBook "The Future of Manufacturing: A Guide to Intelligent Adhesive Bonding Technologies & Methodologies" to discover more information about creating a process you can be confident in.
