Although the technique is only considered appropriate for polyethylene and polypropylene films, for years, dyne testing has been the prevalent approach to assessing the cleanliness and surface energy of a wide range of material surfaces in terms of quality. Their widespread use and affordability have made them a popular choice among manufacturers despite their lack of precision, potential damage to material surfaces, and risk to users. While the science supporting dyne measurements as outlined in the ASTM standard is reliable, their application in a manufacturing setting and on other materials does little to avert or mitigate adhesion failure.
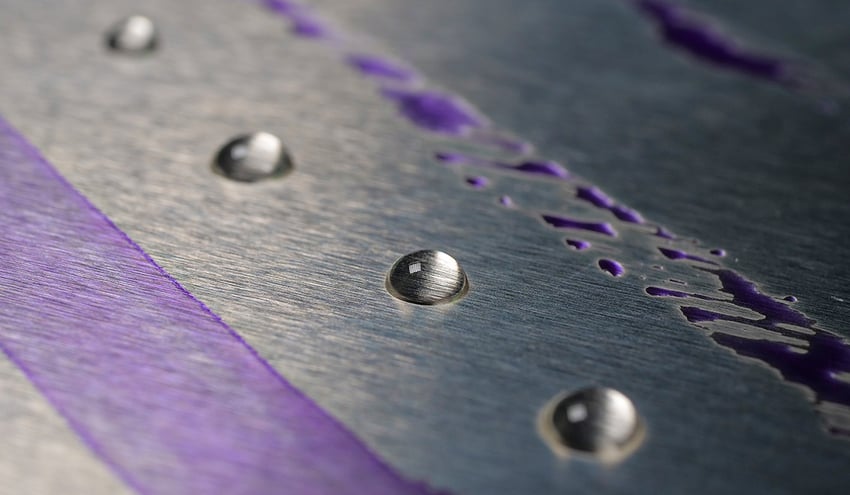
Dyne testing is based on the concept of surface energy or wettability, a process directly related to a surface’s adhesive potential. When a substance interacts with a substrate or material, it can reveal information about the material’s surface energy. The response of the dyne solution will vary depending on the surface energy.
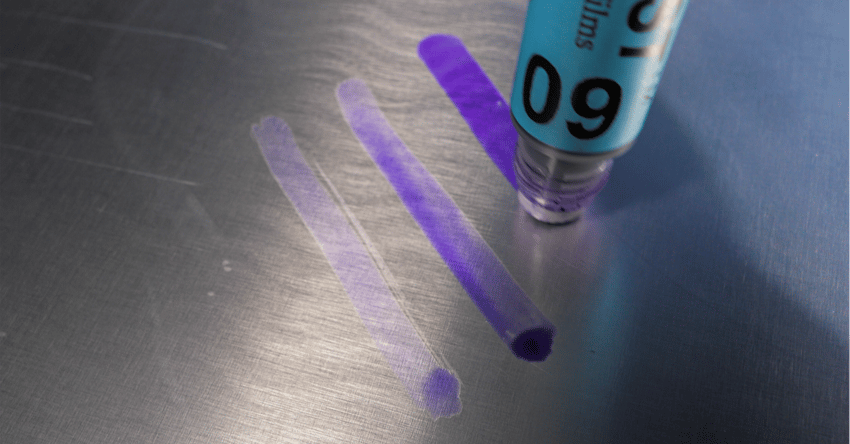
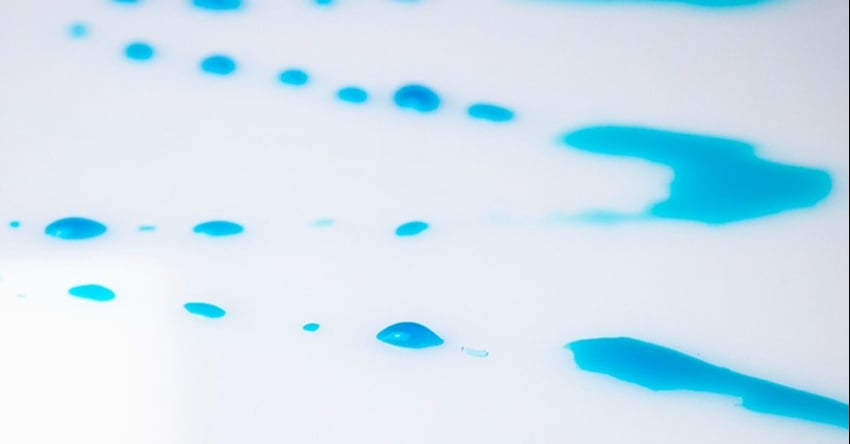
When a dyne solution is applied to a surface, it can either form a continuous film or break up into droplets. The user makes this evaluation, and depending on the way the solution is applied, the condition of the applicator, the surface texture, lighting, and contrast, etc., it can be a rather subjective decision. If beading occurs, this signifies lower wetting tension in the material compared to the solution. Conversely, if the dyne solution remains a continuous film, the material possesses a higher wetting tension than the solution. This test, in theory, will tell the user the material’s dyne level.