Key Takeaways
- Additive blooming is a common and often hidden cause of adhesion, sealing, and printing failures in polymer films.
- Certain additives are designed to migrate, but uncontrolled migration can undermine surface treatments.
- Blooming is driven by molecular mobility, temperature, concentration, and surface energy.
- Corona treatment improves surface energy but does not prevent blooming on its own.
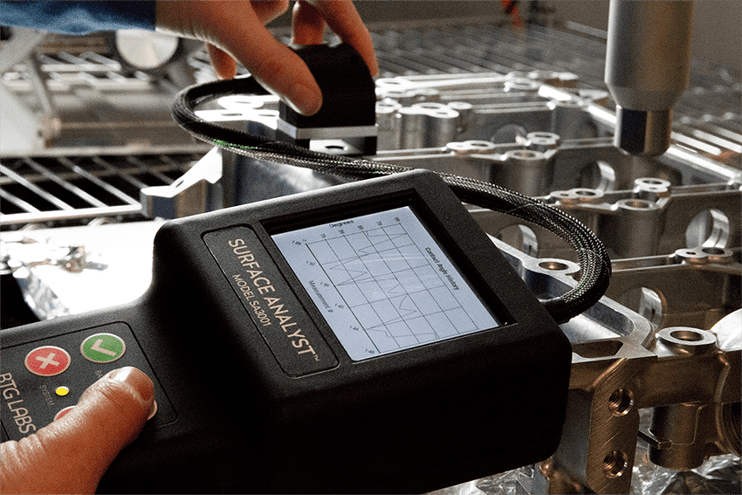
- Quantitative surface measurements, especially contact angle analysis, are essential for detecting blooming early and controlling its impact.
Why Additive Blooming Is a Problem Manufacturers Cannot Ignore
Flexible packaging films and extruded plastics like polyethylene and polypropylene are everywhere. They protect food, medical products, consumer goods, and industrial components. When these films fail to seal, laminate, or print properly, the consequences show up quickly as waste, recalls, or customer complaints.
Many surface-related failures are blamed on treatment variability or process drift. In reality, the root cause often starts inside the polymer itself.
Additive blooming occurs when certain polymer additives migrate from the bulk material to the surface. Once there, they interfere with surface energy, disrupt adhesion, and reduce the effectiveness of surface treatments.
Because blooming is molecular in scale, it is invisible to the naked eye and easy to miss without the right measurement strategy.
Tips from a Surface Scientist
If adhesion performance seems inconsistent despite stable treatment settings, suspect internal migration before adjusting external process parameters.
What Additives Are Used in Polymer Films and What They Do
Additives are essential to polymer performance. They improve flexibility, durability, processability, appearance, and safety. Common additive categories include:
- Plasticizers
- Lubricants and mold release agents
- Slip agents and scratch-resistant additives
- Antistatic agents
- Compatibilizers
- Impact modifiers
- Fillers and coupling agents
- Pigments
- Blowing agents
- Antioxidants and stabilizers
Most additives are non-migratory and remain evenly dispersed throughout the polymer. These typically do not affect surface performance.
However, some additives are intentionally migratory. Their function depends on reaching the surface, which is where problems can begin.
Why Plasticizers Are Especially Prone to Blooming
Plasticizers reduce stiffness and lower the glass transition temperature of polymers. To work properly, they must stay uniformly distributed within the bulk material.
When plasticizers migrate to the surface, they lower surface energy and interfere with bonding, sealing, and printing. This migration is not a defect in formulation. It is a predictable outcome of polymer physics under the right conditions.
Blooming is not a binary event. Even small amounts of additive migration can be enough to compromise adhesion without triggering obvious visual defects.
Understanding Blooming at the Molecular Level
Thermoplastic polymers such as polyethylene and polypropylene consist of long molecular chains with relatively high mobility. This structure allows molecules and additives to move within the material over time.

When a new surface is created through extrusion, molding, or thermoforming, that surface is initially out of equilibrium. It has:
- High surface energy
- Low additive concentration
The polymer naturally seeks equilibrium. Additives migrate toward the surface to reduce surface energy and stabilize the system. This process is blooming.
Several factors influence the rate and severity of blooming:
- Additive concentration
- Additive molecular size
- Solubility between additive and polymer
- Temperature
- Surface energy of the polymer
Higher temperatures and smaller additive molecules generally increase blooming risk.
How Blooming Undermines Surface Treatments
Surface treatments such as corona treatment are used to raise surface energy and promote adhesion. Corona treatment works by breaking molecular bonds at the surface and creating reactive sites.
This process is effective, but it does not stop blooming.
As additives migrate to the surface after treatment, they can mask or neutralize reactive sites. Over time, surface energy drops, even if treatment settings remain unchanged.
The result is time-dependent variability in adhesion performance.
Treatment success depends not only on treatment intensity but also on how quickly bonding or printing occurs after treatment.
Why Dyne Inks Fall Short for Detecting Blooming
Dyne inks are widely used to assess surface energy, but they lack the sensitivity needed to detect early-stage blooming.
Limitations of dyne inks include:
- Poor resolution for small surface energy changes
- Subjective interpretation
- Inability to distinguish between treated and lightly contaminated surfaces
Blooming often causes subtle but meaningful changes in surface chemistry that dyne inks cannot reliably detect.
Contact Angle Measurement: A Better Tool for Blooming Control
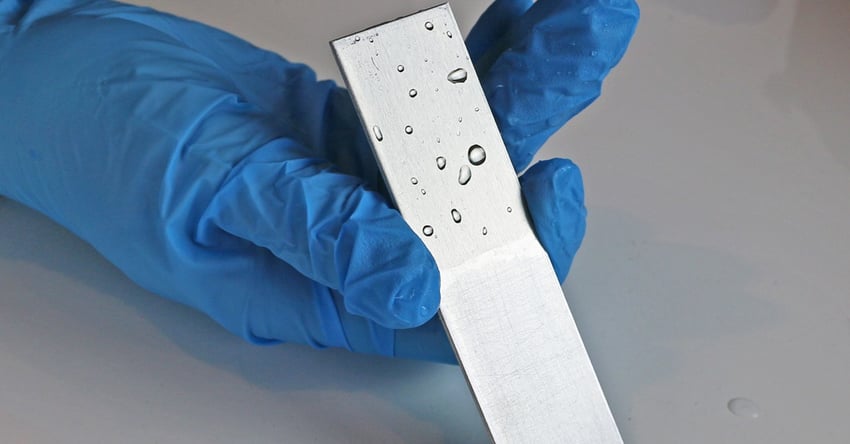
Contact angle measurement provides a quantitative, repeatable way to assess surface energy and detect additive migration.
By measuring how a liquid droplet interacts with the surface, contact angle analysis reveals changes in molecular-level surface chemistry. Even small amounts of blooming can be detected before adhesion failures occur.
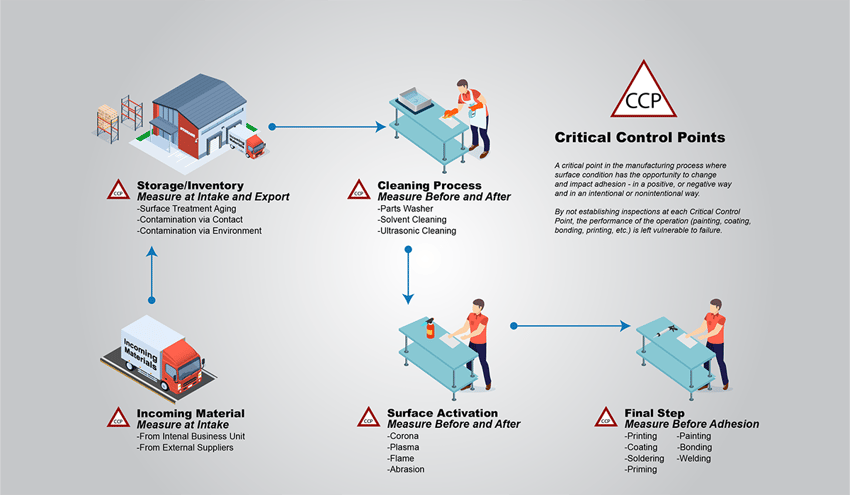
This makes contact angle measurement particularly valuable for:
- Incoming material inspection
- Treatment validation
- Time-to-bond optimization
- Process troubleshooting
If surface performance degrades over time, track contact angle changes from treatment through final bonding. The trend often tells the story.
Why Timing Matters After Surface Treatment
Surface activation is not permanent. After treatment, reactive groups gradually migrate back into the bulk polymer, reducing surface energy.

This effect compounds the impact of blooming. The longer the delay between treatment and bonding, the greater the risk of adhesion failure. The chart below shows the relationship between treatment and time and how quickly the surface of flame-treated polypropylene (which is a process similar to corona treatment) can go back to the energy level it was at prior to treatment.

Establishing time-based surface quality specifications helps reduce variability across shifts, suppliers, and production sites.
Controlling Blooming with a Surface Quality Strategy
Blooming cannot always be eliminated, but it can be managed.
Effective control strategies include:
- Quantitative surface energy measurement
- Defined surface quality specifications
- Monitoring treatment decay over time
- Aligning treatment, handling, and bonding windows
- Collaborating with material suppliers using objective data
When surface quality is measured and managed consistently, blooming becomes predictable rather than disruptive.
Final Thought
Additive blooming is a natural consequence of polymer behavior, not a process failure. Manufacturers who recognize this and measure surface quality objectively gain far more control over adhesion outcomes.
When you can see what is happening at the molecular level, you can manage it with confidence.

FAQs: Additive Blooming in Polymer Films
Q: What is additive blooming in polymer films?
A: Additive blooming is the migration of certain additives from the bulk polymer to the surface, where they can interfere with adhesion, printing, or sealing.
Q: Which additives are most likely to bloom?
A: Plasticizers, slip agents, mold release agents, and some antistatic additives are commonly migratory.
Q: Does corona treatment prevent blooming?
A: No. Corona treatment increases surface energy but does not stop additives from migrating to the surface over time.
Q: How can blooming be detected early?
A: Contact angle measurement is one of the most sensitive and reliable methods for detecting early-stage blooming.
Q: Why does adhesion sometimes fail hours after treatment?
A: Surface energy decays as reactive groups migrate back into the polymer and as additives bloom to the surface, reducing bond strength.

























.jpg?width=850&height=495&name=metal-brazing-copper-component%20(reduced).jpg)