![Identifying Adhesive Bond Failure Points in Manufacturing [Key Considerations]](https://www.brighton-science.com/hs-fs/hubfs/images/blog-images/instron-adhesion-test-blog.jpg?width=850&height=495&name=instron-adhesion-test-blog.jpg)
One particular area that has proven to be a challenge in manufacturing is adhesion and surface quality. Research and development teams, product developers, and manufacturing operations frequently encounter difficulties with adhesion processes, such as coating or adhesion problems throughout the lifespan of a product.
These challenges can include issues such as paint peeling, delamination of electronic boards, failure in glass bonding, uneven or flaked coatings, ink flaking off critical medical devices, and numerous others. We refer to these as ‘adhesion processes.’
Each adhesion process is tailored to meet the product's specific requirements. However, the key to a successful adhesion process is ensuring that the bond surface is free from chemical contamination.
This fundamental principle cannot be emphasized enough. Irrespective of the application or industry, every adhesion process relies on creating a bond surface entirely devoid of chemical contaminants.
Achieving this desired chemical state on a surface involves a series of steps that go beyond mere surface preparation, surface treatment, bonding, coating, printing, or painting processes.
To effectively control the quality of the surface and ensure its readiness for adhesion, manufacturers must consider several important questions.
#1: How is the Bond Failing?
Not all adhesion failures are created equal. Deciding what course of action to take once failure occurs depends greatly on where in the material system (the combination of the materials being bonded, which includes the adhesive or coating system) the bond is severing.
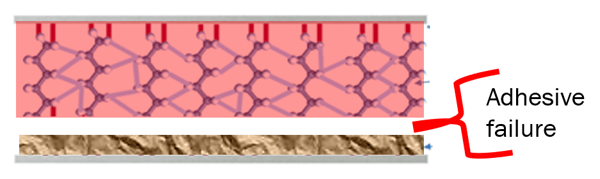
Adhesion failures can be classified by lumping them into one of three buckets: adhesive failure, substrate failure, or cohesive failure. Determining which kind of failure your material system is experiencing is the first troubleshooting step, and knowing how to remediate the issue.
- Adhesive failure - a failure that occurs at the interface of the adherend or coating and the material being adhered to.
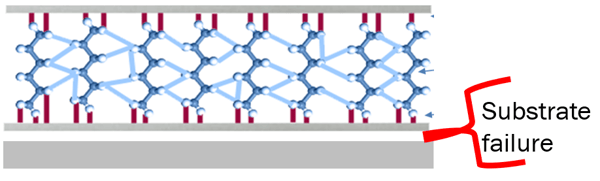
- Substrate failure - a failure with the bulk material of the metal, polymer, etc. being bonded or coated.
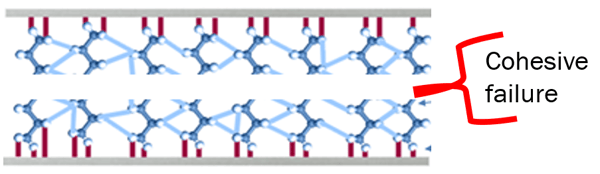
- Cohesive failure - a failure within the bond line of the bulk material of the adhesive or coating itself.
If you analyze the nature of the bond failure and determine whether it is cohesive or substrate, then you need to look at the mechanics of the bonding, coating, or printing operation because there is possibly something inherently flawed in the constituent parts. There could also be an issue with the curing steps not fully finishing the job. For instance, the adhesive layer may not be strong enough to hold to the load mandated by the performance requirements, or it is not being cured properly and, therefore, is causing inconsistencies in a coating or ink.
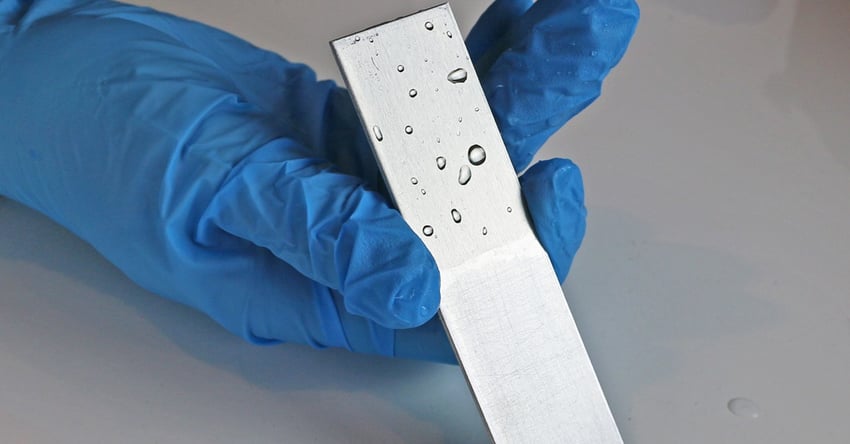
An effective adhesion test to assess bond strength is employed by an Instron Universal Testing Machine to conduct a lap shear test. This video showcases the process of the lap shear test, where a bond is intentionally broken while simultaneously measuring the amount of force required to achieve the breakage. This method can accurately determine the adhesive strength of the bonded joints. Depending on how much adhesive remains on either side of the material surface, you can determine which of the three failure modes you're witnessing.
If the failure is the adhesive, then the problem's root cause likely lies upstream.
Adhesive failure indicates an inability for the two things being bonded together to properly adhere at the top few molecular layers of the material. This type of failure can be recognized by the presence of adhesive on only one side of the material (illustrated by an image of aluminum with black adhesive failing, where the adhesive is only found on one surface). This indicates that the chemical-level adhesion—which is where true bonding takes place—never occurred.
When bonds are experiencing adhesive failure, you must work backward through the production process to explore what has not been controlled and optimized to meet the performance standards.
#2: How Often is the Failure Occurring?
It’s important to get a handle on the frequency of the failure. Does it happen in batches? Is it strictly intermittent? Can the failures be narrowed down to happening during specific time periods? The answers to these questions could offer clues as to where the root cause of failure originated.
The nature of the adhesion failure and the times it is occurring offer insight into where to look when conducting root cause analysis. Look for changes in the process that only occur during the intervals when the adhesion problems are determined to be happening.
-
Is the wash fluid being changed promptly enough?
-
Is there an intermittent delay between treatment and bonding?
-
Are some materials exposed to potential contaminants while others are not?
Finding these inconsistencies in the adhesion process and building certainty back into the process can go a long way to creating predictability.
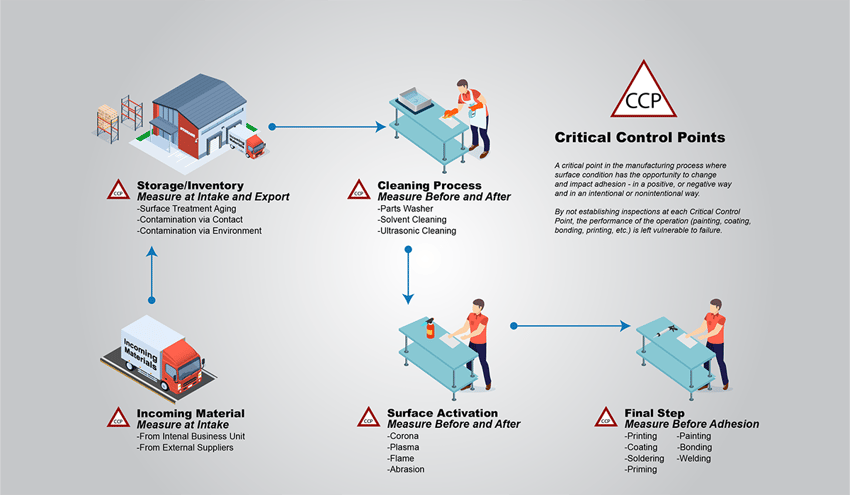
#3: Are the Adhesive Process Steps Optimized?
Failure to have the correct equipment and control methods in place for an adhesive process can result in catastrophic outcomes. It is crucial to maintain strict control over the steps found throughout an adhesive process and accurately measure how surfaces change throughout the operation.
The surface quality (how ready the surface is for adhesion) needs to be quantitatively evaluated before every step that alters the surface. Then, after the operation, it is crucial to evaluate the surface again to get a measurable value of the change. If the change to the surface meets the requirements set forth, then the step is at its optimal setting. If this isn’t the case, the parameters must be configured to produce the necessary outcome.
#4: Are the Adhesive Process Steps in the Right Order?
To maximize the effectiveness of an adhesion process, it is crucial to optimize and execute each step in the correct sequence with consistent precision.
Chemical bonds, such as those used in printing, coating, sealing, and painting, heavily rely on a surface that is chemically clean and uniform. While this requirement is fundamental, it is essential to have a thorough understanding of chemical cleanliness in order to achieve it.
Cleaning operations play a vital role in the adhesion process as they remove any contaminants from the material's surface, preparing it for the final step of adhesion. However, it is important to note that this alone may not be sufficient to ensure the presence of the correct molecular chemistry on the material.
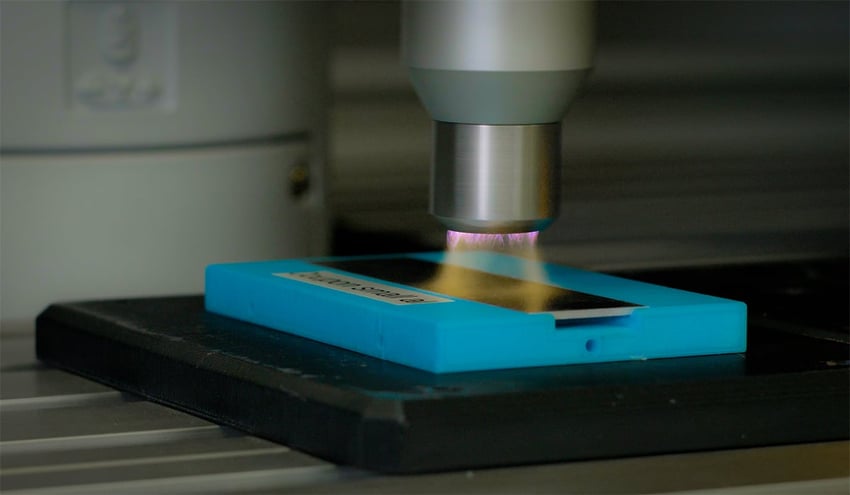
Surface activation in the form of plasma treatment, corona treatment, flame treatment, chemical etching, and abrasion operations have become widely used in manufacturing as advanced materials are becoming common substrates in the designs of new products. To ensure the effectiveness of these surface preparation processes, it may be necessary to perform a cleaning step beforehand. This step helps eliminate any oils or debris present on the surface, allowing for proper activation and treatment of the true bond surface.
Surface Intelligence: A New Approach to Eliminating Adhesion Failure
Companies employ a wide range of key performance indicators (KPIs) to enhance their performance objectives and achieve consistent, ongoing improvement across all areas of their business. However, there hasn’t been a reliable way to place KPIs on surface quality until now.
Surface intelligence is a unique combination of technology that measures the surface energy and quality of surfaces, along with expertise in the field of materials science for examining surface characteristics. This unique combination offers manufacturing organizations a tailor-made solution to effectively manage adhesion, cleaning, and coating processes with utmost certainty and accuracy. By harnessing the power of surface intelligence, businesses gain access to valuable data that empowers them to make informed decisions and enhance their operational efficiency.
Without Surface Intelligence, adhesion can be complicated, but applying simple principles of surface intelligence, like Critical Control Points and a contact angle specification, will turn adhesion into another manageable aspect of the manufacturing process that can be reliably controlled and measured.
To learn how your operations can leverage the power of surface intelligence to prevent adhesion failure, download the eBook "The Future of Manufacturing: A Guide to Intelligent Adhesive Bonding Technologies & Methodologies."



























.jpg?width=850&height=495&name=metal-brazing-copper-component%20(reduced).jpg)