When manufacturing companies take adhesion seriously, they can significantly improve their ability to achieve their business goals. The key is to take a strategic look at adhesion processes early in product development.
Glues, epoxies, coatings, and other adhesives are coming alongside or completely replacing mechanical fasteners in every manufacturing industry. The reason for this is multifaceted, but suffice to say that, if applied properly to a controlled surface, these chemical fasteners are more reliable, less cumbersome, lightweight, aesthetically pleasing, and, ultimately, cheaper for manufacturers than their nuts and bolts counterparts.
Many companies understand the monetary benefits of adhesion, and manufacturers from all industries are falling over themselves to utilize the power of adhesives and coatings, throwing millions of dollars at new equipment and processes to clean and prep surfaces and apply and cure the adhesives.
But is that all it takes?
Suppose a manufacturer is utilizing adhesive bonding to assemble their products and begins to see a dip in reliability or a full-on failure. How do they respond to that?
Do they clean the surface a little more intensely before applying the adhesive? If so, how much? Is the cleaning technique even appropriate? How do you know? And if you’ve been using an ineffective or inappropriate cleaning method, what’s the right one?
These questions can only be answered by truly taking adhesion seriously. Taking adhesion seriously needs to include understanding what it means to control the quality of the surfaces being bonded and doing so as early as possible in the development cycle.
Taking Control of Your Material Surfaces: Measuring Surface Energy
We referred to adhesive bonding as a chemical fastener because that is precisely what it is. Instead of a metal bolt skewering two or more metal sheets with a nut threaded on the other side, adhesives and coatings adhere through the sheer strength of molecular bonds occurring at the top 3-5 molecular layers of a material’s surface.
When the chemical characteristics of these invisible layers of molecules are controlled to meet certain specifications, they can hold together our most beloved personal tech or satellites orbiting the earth for years and years.
Surface energies are the attractive forces that draw molecules to one another and create these incredible bonds. A material's surface energy is increased when it is chemically clean and extremely attractive to molecules on the surface of other materials.
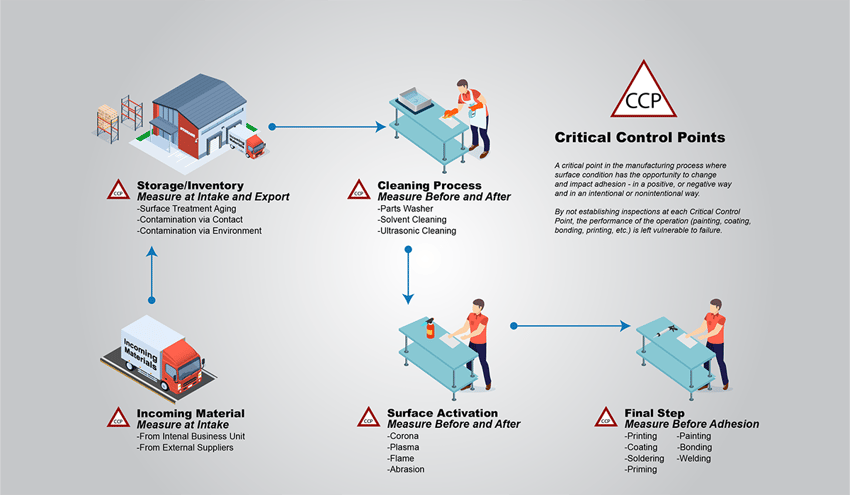
Luckily for manufacturers, the answer to nearly every question posed in the introduction to this article is to measure surface energy at Critical Control Points throughout the adhesion process. Critical Control Points are any point in the process where a material’s surface energy has an opportunity to change. When you measure these changes or measure to ensure no changes have occurred, then you are effectively controlling the quality of your surfaces.
Monitoring surface quality changes allows you to create the most optimal surface for your adhesion process when you need it most. This can include the moments when the adhesive or coating is applied or when you need to ensure a chemically clean surface, as is the case for medical device manufacturers.
Measuring Surface Energy Using Contact Angle Measurements: A Grocery Store Refridgerator Case Case Study
To illustrate how measuring surface energy can help a company make quantifiable progress toward its business goals, consider the following:
A manufacturer of grocery store refrigerated food cases partnered with Brighton Science to investigate performance test failures they were experiencing.
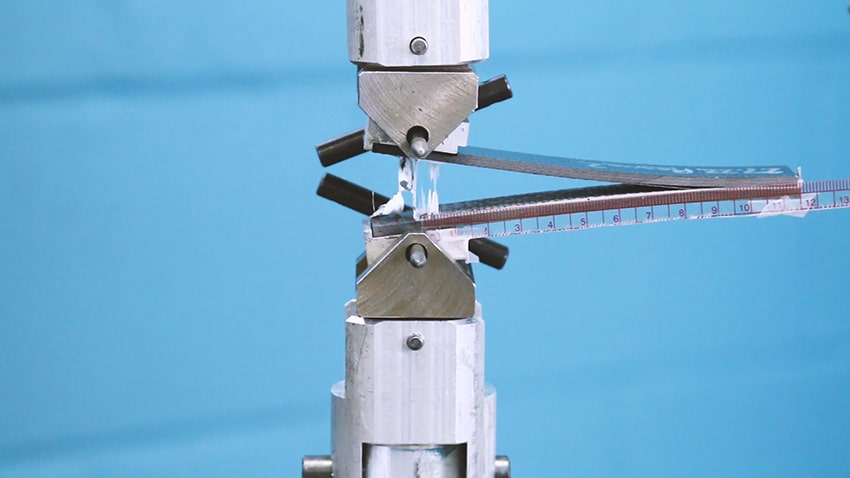
The handles of the refrigerator units were attached to the glass doors on aluminum studs that were glued to the glass itself. Using a standard pull test, the handles did not prove they could withstand the stresses of being used by the public day in and day out.
The company had a glass cleaning process in place that consisted of wiping the glass surface. It looked clean, so it seemed like the glass should adhere to the aluminum just fine. Once they experienced the lapse in reliability, they began looking into more intensive surface treatments with plasma.
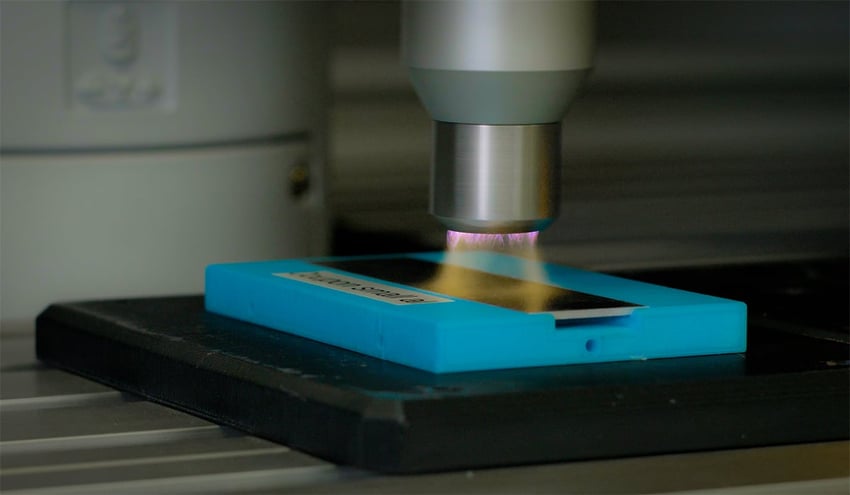
Plasma treatments bombard material surfaces with molecules that change the chemical state of the material. The result is almost always invisible to the human eye. Hence, the only way to ensure that the plasma treatment is effective during the production process is to measure the change in surface energy.
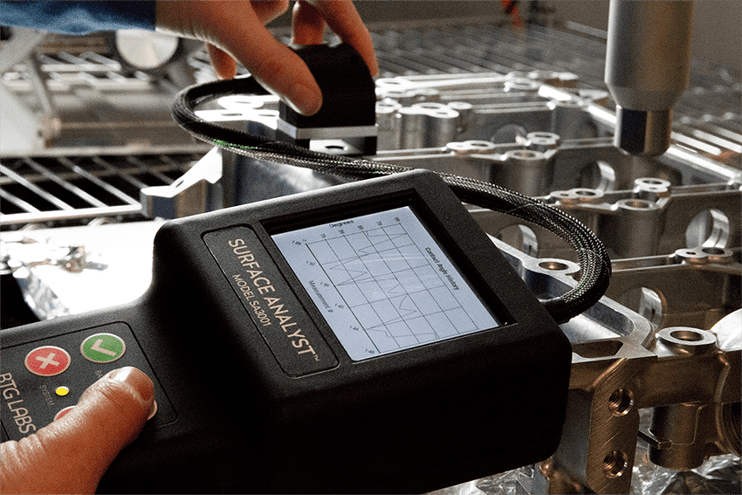
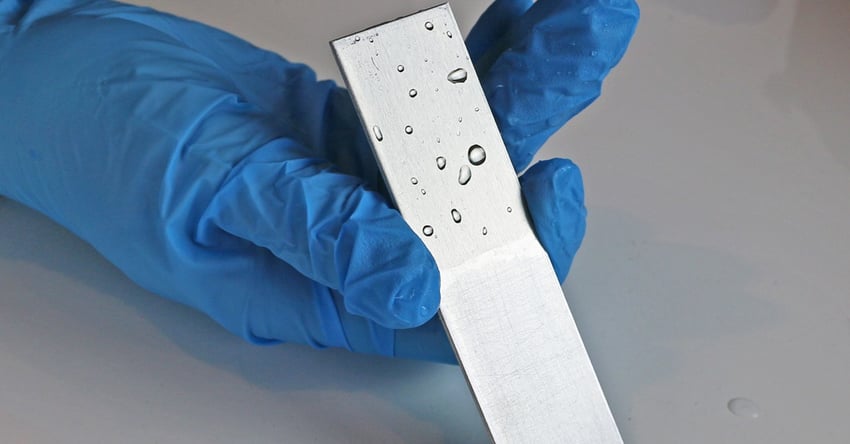
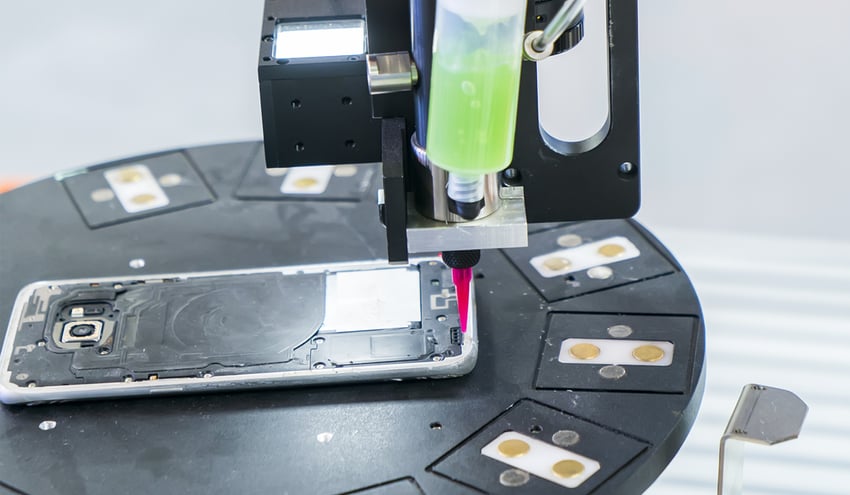
With the help of Brighton Science, the company used contact angle measurements to characterize the chemical compatibility of their glass and aluminum surfaces. A contact angle is formed by a tiny drop of liquid on a surface when it either beads up or wets out (spreads out) on the surface. The drop height is directly proportional to how attracted the liquid molecules are to the molecules on the material's surface. A highly reactive, high-energy surface will generate a small contact angle because the liquid molecules are so attracted to the surface they are drawn down to it. If a low-energy surface repels them, the liquid beads up, and the liquid molecules try to draw close to each other instead of the molecules on the surface.
This beading up and wetting out indicates how an adhesive or coating will react to a surface. When you measure this liquid phenomenon, you can assign a number to how clean your surfaces are. The refrigerator manufacturer did this.
Variation creates problems for bonding. Public places, like grocery stores, offer lots of variation in the use of adhesively bonded products and environmental factors like temperature. If performance requirements are high, you need a very controlled and clean surface. You need a high-performance bond.
The fridge manufacturer measured contact angles as a process control method, guaranteeing their aluminum and glass surfaces were clean before bonding.
What benefitted them the most was that they implemented this change early enough to scale it up into full production. They were able to design their adhesion process at the prototype stage and secure it with quantitative controls that reliably flag drift from their surface quality specifications.
Using these measurements, they also revolutionized their communication across teams almost a continent apart. Their corporate R&D lab is in the northern United States, and their assembly plant is in Mexico. The laboratory team began using a handheld contact angle goniometer, and the assembly plant implemented an automated contact angle measurement system. They needed a verification method that connected teams that could easily travel to each other to ensure their outcomes were synchronized. Contact angle measurements made this verification possible, resulting in less isolated and siloed teams.
To learn more about how you can build scalable, reliable adhesion processes before performance issues keep you from achieving your business goals, download our eBook on overcoming the most persistent pains for manufacturers: The Future of Manufacturing: A Guide to Intelligent Adhesive Bonding Technologies & Methodologies.

























.jpg?width=850&height=495&name=metal-brazing-copper-component%20(reduced).jpg)