Manufacturers are always looking to create stronger, more durable, reliable, and lightweight products in the automotive and aerospace sectors. In this pursuit, they’ve often upgraded and swapped out material systems for metal alloys with lower density, better temperature tolerance, and corrosion resistance. This is how they gain a competitive advantage in the marketplace.
Actually, that’s only half the story.
A more powerful and strategic advantage is to have quantifiable certainty of the strength, durability, and reliability of your products.
Swapping out older materials for stronger ones can be a good start, but this can also require new assembly processes that rely more on surface preparation and cleaning to create the strength of the structure. Metals like aluminum alloys and advanced materials like carbon fiber polymer composite, commonly used in automotive and aerospace manufacturing, need to be adhesively bonded to reduce weight - added to structures when fasteners are used - and create more dependable joints.
Traditional surface preparation techniques for aluminum include grit blasting, solvent wiping followed by abrading (with a scouring pad), or anodization. Adhesive bonding opened the door for more automated processes, which these legacy surface treatments just aren’t that compatible with.
Anodization is more commonly seen in aerospace applications where this more expensive and rigorous preparation is used to meet stringent specifications. Inherent variability in grit blasting and manual abrasion techniques made it clear that a more controlled process was in order.
Laser cleaning, or laser ablation, stepped in to fill this process gap as a much more precise, environmentally friendly, automated, and effective method of treating metal and composite surfaces for bonding. Laser treatments easily blast away the contaminants found on these materials' surfaces.
Because laser cleaning is so powerful, it’s vital to understand its effect on surfaces. The difference between a properly treated surface and an under or overtreated surface can be challenging to assess. With quantitative treatment validation techniques as sensitive and precise as laser treatment, manufacturers can be confident that their metal and composite surfaces are completely ready for bonding.
1. What is Laser Cleaning?
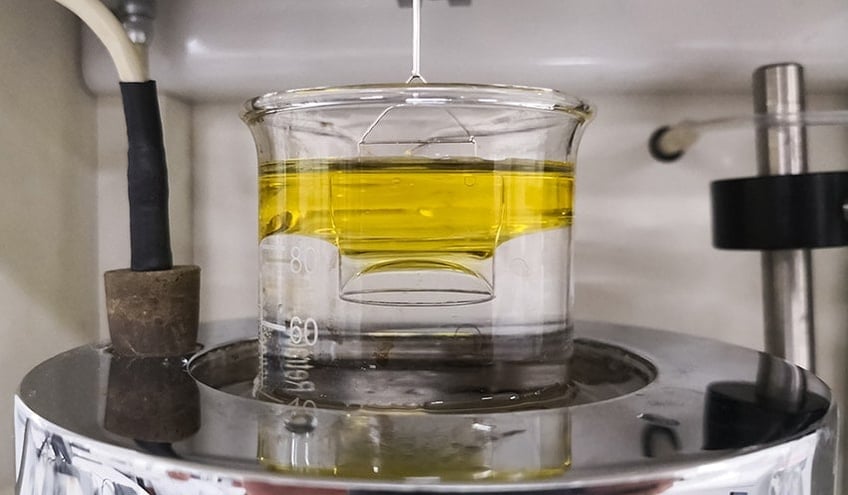
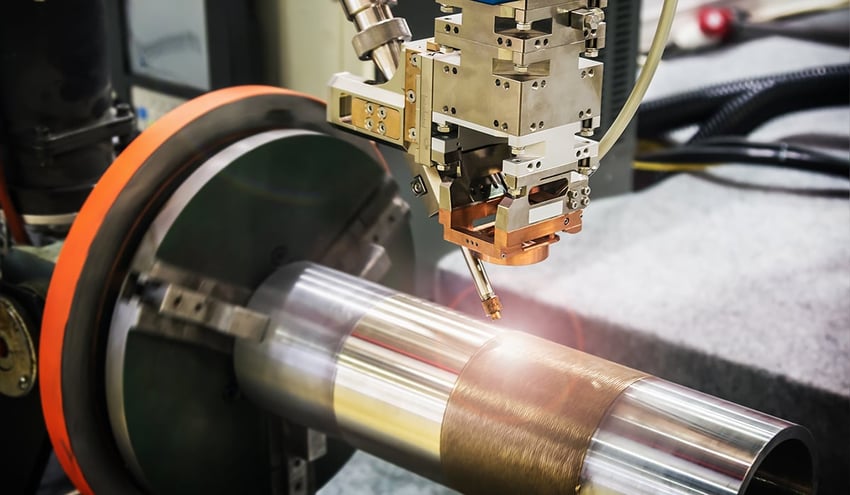
Laser treatment is an extremely precise thermal cleaning technique that works by removing (ablation) tiny fractions of a material surface through a focused, often pulsed laser beam. The laser irradiates the surface to remove atoms and can be used to drill extremely small, deep holes through very hard materials, producing thin films or nanoparticles on a surface.
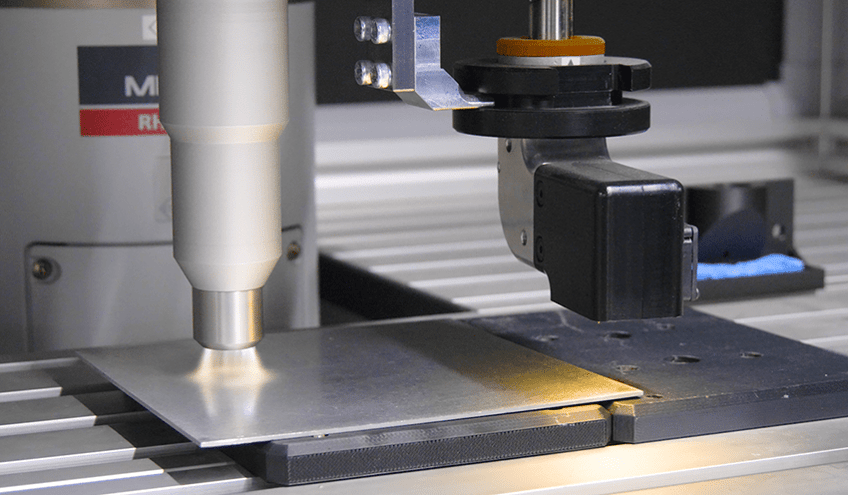
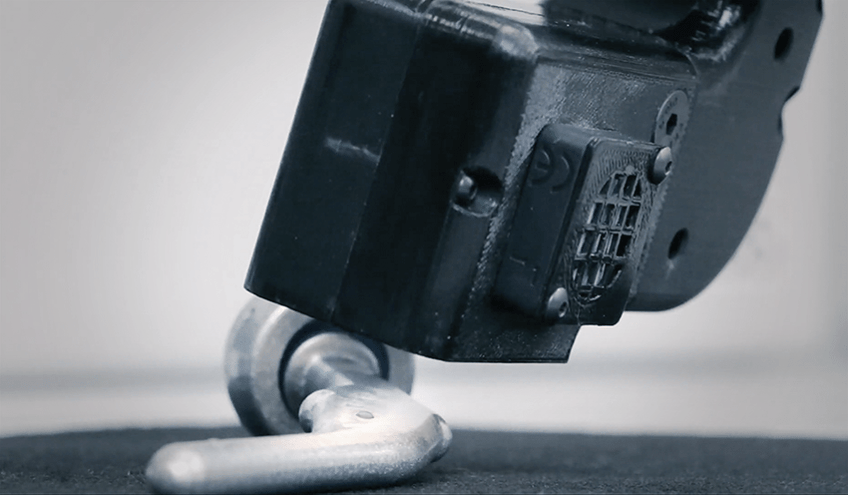
In the looping video, you can see just how significant the difference between a treated and untreated surface can be. The video shows an aluminum clutch assembly being cleaned via laser treatment, blasting off oxides and other contaminants to create an extremely clean and bondable surface.
Video courtesy of Adapt Laser Systems
This surface cleaning process is so effective because it can target such small layers of contaminants and residues. Aluminum surfaces contain oxides and lubricant oils that are detrimental to adhesive joining. Composites often retain residual mold releases and other silicone contaminants that can’t form strong chemical bonds with adhesives.
When an adhesive is applied to a surface with one of these residues present, it will try to chemically adhere to the oils and silicone at the top few molecular layers of the material. These bonds are fragile and will inevitably fail during performance tests or product use. When joints break at the point where the surface and adhesive or coating meet, this is called an interfacial failure. Cohesive failure during lap shear testing is when the break happens within the adhesive itself. This is indicative of a very strong bond and an assembled structure that is resilient and long-lasting.
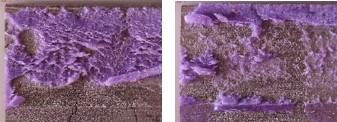
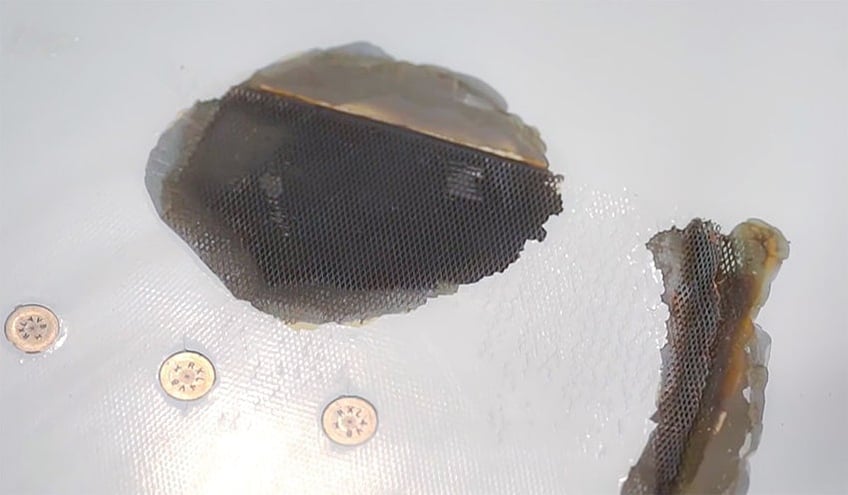
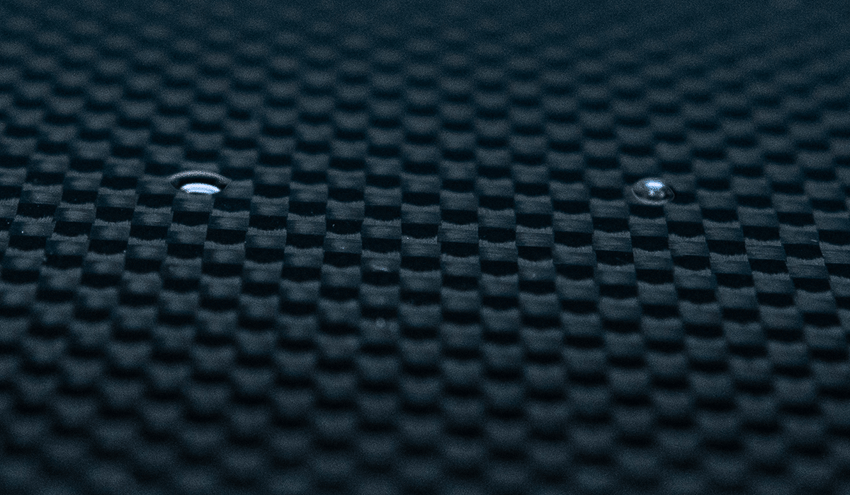
Cohesive failure of these composite samples that have been laser treated shows the adhesive on both sides of the materials being bonded.
The interfacial failure of these composite samples that were not treated shows that the adhesive only stuck to one side and completely let go of the other.
When you have a cohesive failure, you have an interfacial bond that isn’t letting go of anything. Surface treatments aim to modify the surface chemically to remove contaminants and create or reveal a surface that can fuse with the adhesive for durable and reliable bonds.
2. Why Use Laser Cleaning?
There’s been much research on the ways laser surface treatment improves adhesion. For instance, a paper published in the Journal of Adhesion explored just how much joint strength is enhanced by laser cleaning compared to traditional methods.
“Experimental results indicate that pre-adhesion laser surface treatment significantly improved the shear strength of modified-epoxy bonded aluminum specimens compared with untreated and anodized substrates. The best results were obtained with laser energy of about 0.2 J/Pulse/cm2, where single lap shear strength was improved by 600-700% compared with untreated Al alloy and by 40% compared with chromic acid anodizing pretreatment.
The failure mode changed from adhesive to cohesive as the laser pulses increased during treatment. This phenomenon has been correlated with morphology changes revealed by electron microscopy and chemical modification, as indicated by Auger and infrared spectroscopy.
Another intriguing effect of laser ablation is its power to create a surface that doesn’t degrade over time.
Adapt Laser Systems has done great work investigating how laser cleaning interacts with surfaces in surprising ways. Laser treatment of aluminum creates tiny craters in the surface that melt and almost simultaneously solidify into a microcrystalline layer on the surface that is even more corrosion-resistant than the aluminum itself.
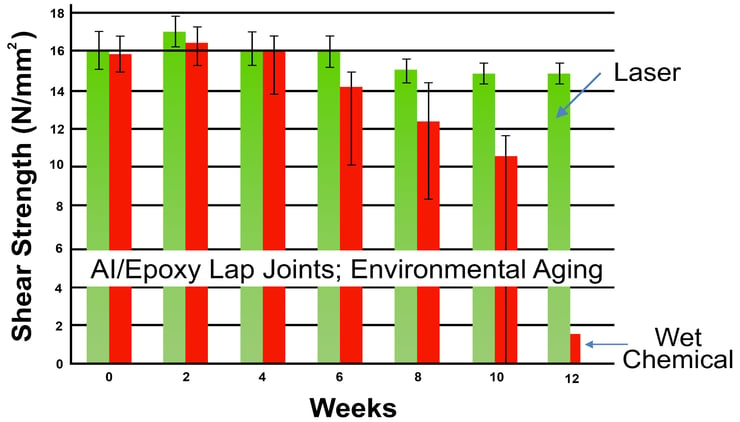
The chart below shows the difference between the shear strength of a bond using aluminum that has been laser treated and aluminum that has been chemically treated. Over time, as the surfaces have been exposed to a moist environment, the ability of the chemically treated surface to bond well decreases significantly because the moisture begins to erode the surface, while the laser-treated surface retains its corrosion resistance after weeks of exposure.
It’s important to be aware of the effect the type of materials you’re treating has on surface durability. Not all laser-treated surfaces last as long as the aluminum in the chart above.
Titanium laser treated for an aerospace wing structure application had a different outcome. A 2004 study published in the International Journal of Adhesion and Adhesives discovered that:
“...mechanical testing does reveal that a durable bond can only be provided if an epoxy primer is applied after pretreating the titanium. Contact angles measured after surface treatment were significantly less than that for the untreated surfaces but were also shown to increase with prolonged storage of the treated sample under ambient conditions. Therefore, the importance of bonding or primer application should be emphasized within the immediate hours after the surface treatment.”
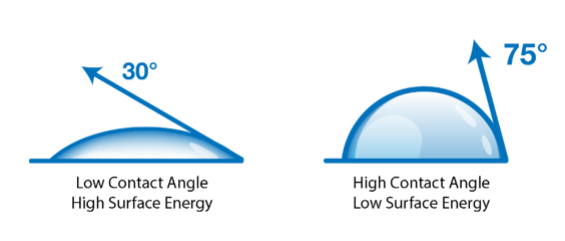
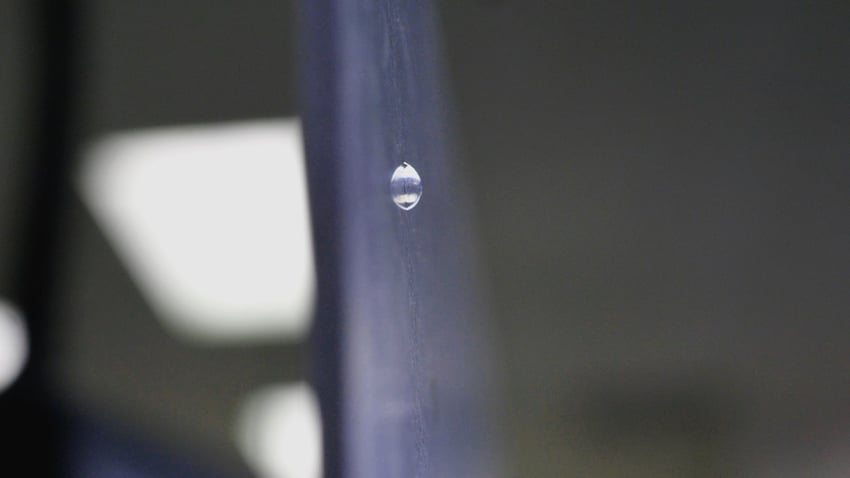
Contact angles measure how a drop of liquid behaves on a surface as it interacts with contaminants and residues on the material surface.
3. How to Know if Your Laser Treated Surface is Ready for Adhesion
Contact angle measurements, like the ones mentioned in the IJAA paper used to understand the degradation of treatments over time, are an exceptionally good way of monitoring and verifying laser cleaning processes.
A contact angle measurement is sensitive to the molecular changes occurring on a laser-treated surface. A drop of liquid placed on the surface will rise or fall in exact relation to the amount of microscopic contamination on the surface. Contact angle measurements are a relentless indicator of adhesion. They can offer clarity and visibility into how aligned the treatment's strength is with the materials' cleaning needs.
For instance, the chart below (from a report generated by NASA and Brighton Science scientists in the Journal of Applied Spectroscopy) shows a surface exposed to silicone. Using laser-induced breakdown spectroscopy (LIBS) to determine the silicone-to-carbon ratio (shown on the Y axis), the chart shows how the increase of the laser strength (shown on the X axis) brings that ratio down, and at about 100 milliwatts of power, the surface is essentially free of silicone.

Contact angle measurements correlate beautifully with the changes in contaminant levels picked up by spectroscopy methods. Most precision measurements of contaminants on surfaces are done with equipment that isn’t feasible for manufacturers to purchase and couldn’t be used on real parts actually being manufactured anyway.
Contact angle measurements can be performed immediately before and after treatment on the production line with manual or automated measurement tools. Just as laser cleaning replaces outmoded surface preparation methods due to the automation needs of high-volume, high-precision manufacturing, contact angle measurements make subjective and imprecise surface quality tests like dyne inks and water break tests obsolete.
Strength performance tests only examine a sample of the processed materials, adding to the scrap rate and not indicating how to create a stronger bond. When employed throughout a production line, contact angles can pinpoint exactly where the process requires tweaking and provide insight into what needs to be tweaked and to what extent.
To learn more about water contact angle and how your business can leverage this powerful measurement to create strong, reliable bonds, read the eBook "What is Contact Angle?"