The importance of understanding surface quality and being able to measure it in an accurate, reliable, and demonstrable way is important for ensuring a high-quality finish and, ultimately, a high-quality product. Any manufacturer that is not able to do this increases their risk of producing inconsistent, poor-quality products and damaging both their reputation and their bottom line. This was made abundantly clear recently when Qatar Airways sued commercial aircraft manufacturer Airbus for over $600 million in a dispute over paint quality and damage to the airline’s A350 jetliners.
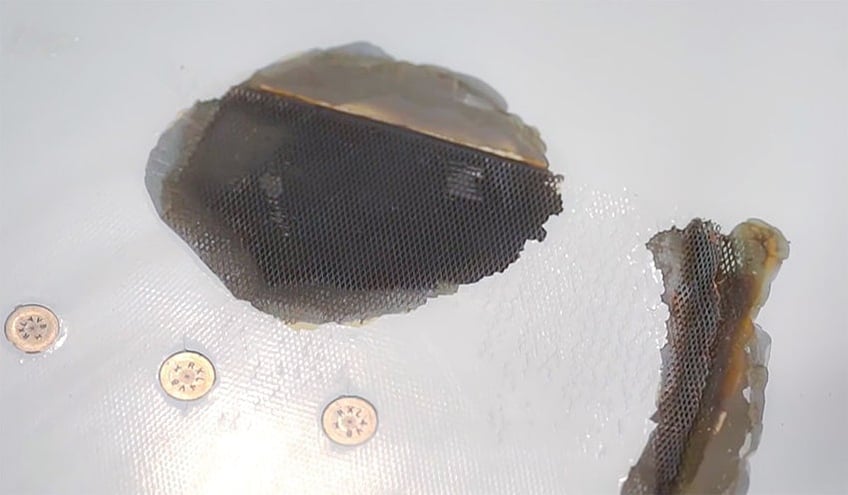
At the heart of the dispute is the jets’ airworthiness which Qatar claims has been jeopardized by cracked paint and exposed copper mesh safety systems. Photos and a video posted by Qatar Airways reveal paint on the aircraft’s fuselages peeling and cracking, exposing a copper mesh layer beneath the paint that protects the planes from lightning damage. While Airbus maintains that the problem is purely cosmetic, the airline claims the paint flaw is a safety issue, “These defects are not superficial, and one of the defects causes the aircraft’s lightning protection system to be exposed and damaged.” The dispute will now be settled in court.
Typical Adhesion Failure Modes on Aircraft Surfaces
A major contributor to potential paint quality problems for aircraft manufacturers is the largely manual process for surface preparation. Because it is an expensive procedure to automate, it is done manually. As a result, it is difficult to measure surface quality, a critical capability that would help manufacturers avoid costly and time-consuming mistakes and potential damages – the cost to repaint a commercial jetliner is in the neighborhood of $100,000 - $300,00 per aircraft.
There are several basic ways painted surfaces can fail, including:

- Pure adhesion failure in the field, such as what Qatar Airways is experiencing
- Paint that does not meet manufacturing specifications
- Paint that does not adhere properly due to surface contamination, resulting in a poor surface that suffers from crater-like rings (“fish eyes”) and peeling
Failure of the topcoat to adhere properly to the primer
Topcoat peeling on an aircraft is perhaps the worst kind of failure. While the other coating failures are problematic and expensive to correct, topcoat peeling is a clearly apparent defect for all to see. The ease with which this highly visible problem can be quickly made public through mainstream and social media can be a public relations nightmare and a major corporate headache.
The 3 Material Systems to Understanding Failure Modes
Experienced commercial coating professionals know that to ensure a top-quality finish, optimal interaction must exist between the three materials involved: the substrate, primer, and topcoat. Any anomaly with any of these material systems that affects their ability to interact correctly will result in poor surface adhesion and, correspondingly, poor results.
Good adhesion starts with ensuring a scrupulously clean substrate that will enable the primer to adhere across the entire surface properly and consistently. It is important to note that primer can thicken with age – a too thick primer is weak, making it more difficult for the topcoat to adhere properly.
What makes the interface between primer and topcoat on aircraft exterior surfaces even more critical is the need for these systems to be resistant to chemical attack because these surfaces are exposed to hydraulic fluid, fuel, and maintenance chemicals when in service. The flexibility and adhesion of paint systems are crucial because of the thermo-cycling, aerodynamic forces, and body structure stresses on the airplane between takeoff and landing. The paint will run and sag if the paint viscosity is too low during and after application. Conversely, if the viscosity is too high, the paint does not flow well, and the result is a bumpy “orange peel” appearance.
The Secret to Successful Paint Adhesion
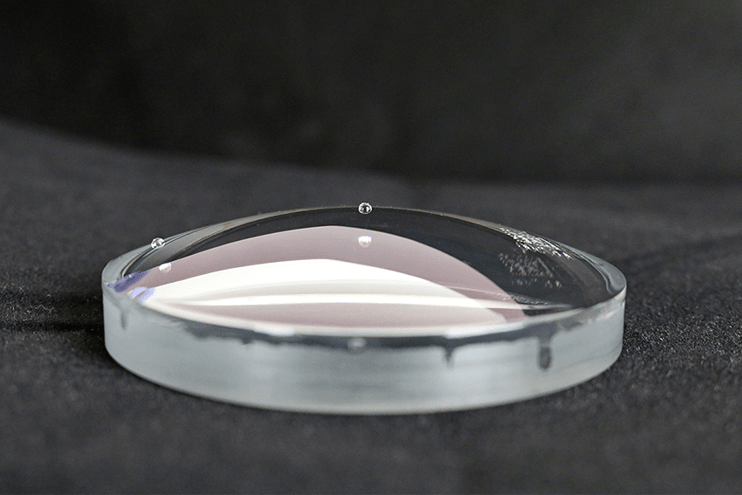
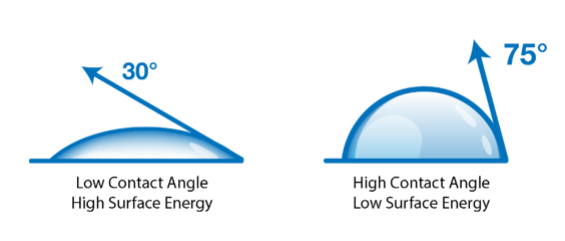
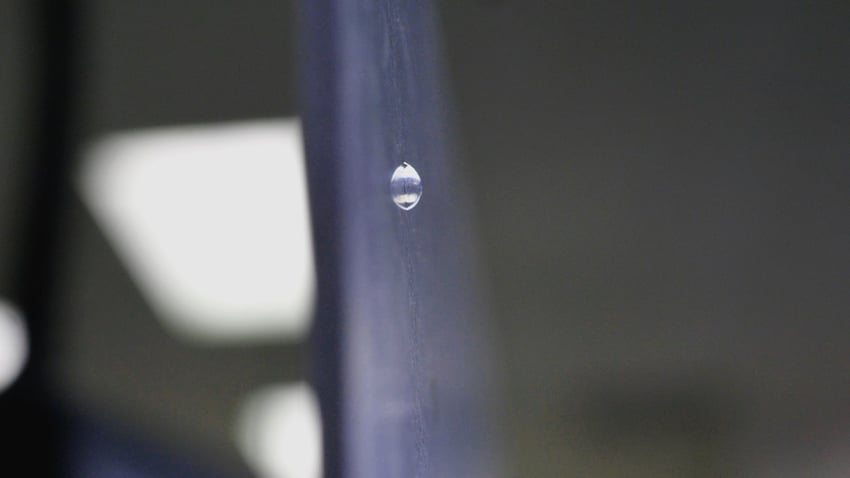
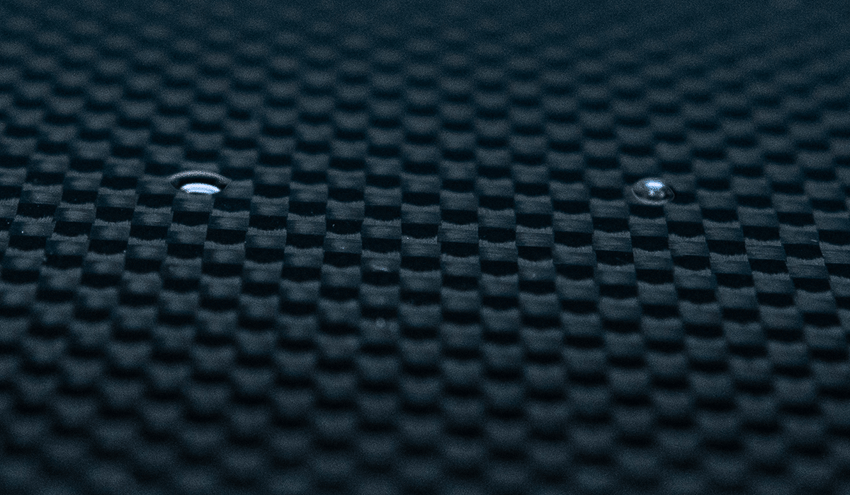
Paint engineers can gain critical insight into the quality of the two interfaces between the three elements by measuring the contact angle of the surface – this reveals how well a compound will coat a surface. A contact angle (also referred to as a wetting angle) is formed when a drop of liquid is placed on a material surface, and the drop forms a dome shape on the surface. The angle formed between the surface and the line tangent to the edge of the drop is called the contact angle. The contact angle becomes smaller as the drop spreads across a surface, and the dome becomes flatter. If the drop beads up on the surface (as you might see on a water-resistant article of clothing or a waxed car), the dome becomes taller, and the angle becomes larger.
When the angle the drop makes with the surface is measured, the resulting angle indicates whether the drop is more attracted to itself or to the surface it is on. Forces on the surface of the material start acting on the drop as soon as it hits the surface. If these forces are strong, their pull on the drop will cause it to “wet out” or spread further over the surface. If the forces are not stronger than the attractive forces the drop has for itself, then the drop will constrict into a shape as close to a sphere as it can. These two forces are working in tandem on the drop, creating an angle that can be measured. This measurement enables engineers to understand the relationship between the liquid drop and the surface. On a larger scale, this will reveal how well coatings such as primer and paint will adhere to a surface. Generally, greater wettability means greater adhesion for a better coating.
The ability to produce rapid, accurate, and reliable surface contact angle data provides engineers with a tool that will enable them to determine a baseline for assessing coating adhesion quality – a key component of total quality control for many products. In the case of aircraft manufacturing, companies such as Airbus can use it to reduce paint failures and significantly impact their bottom line and customer satisfaction.
Read the eBook "What is Contact Angle?" to learn how contact angle measurements provide a reliable method for manufacturers to easily monitor and maintain clean surfaces throughout development, production, and repair.