Imagine crafting a colossal mold, a behemoth capable of shaping fiberglass and composites into the intricate contours of a plane wing, the sleek hull of a boat, or even the entire body of a bus. It's a monumental task, requiring months of meticulous preparation and planning. As you gear up to start production, nagging questions still loom: How can we avoid costly production delays due to parts sticking to the mold? Are our maintenance schedules optimal? The tape tests we relied on for the past project were just too unreliable.
Even the slightest imperfection during the molding process can have disastrous consequences. The stakes are not just high, they're monumental, and the need for reliable, efficient production is paramount. In this blog post, we'll explore the challenges of molding processes and discuss innovative solutions to minimize risk and maximize success.
The High Cost of Failure
Here's why achieving zero-defect molding is crucial for manufacturers that do molding:
- Costly Consequences: Unlike smaller, mass-produced items, large-scale molded products are typically made in limited batches. Each unit carries a significant cost just for forming. Any defects during molding can render the entire piece unusable, leading to substantial financial losses.
- Rework May Not Be an Option: The size and complexity of these products often make rework impractical or impossible. A flawed airplane wing or boat hull can't simply be patched up and returned to service.
- The Domino Effect on Downstream Processes: Imperfections can disrupt subsequent processes like coating, bonding, painting, or sealing. These additional steps rely on a flawless base, and any issues from the molding stage can cascade through the entire production line.
- Mold Maintenance is a Crucial Factor: Mold maintenance is critical for efficient and successful production. Neglecting this crucial step can lead to severe consequences, such as parts becoming stuck within the mold – a potentially catastrophic event, especially for large components like boat hulls. Additionally, excessive mold release application not only increases costs but also extends production time. Ultimately, profitability hinges on producing parts, not preparing molds.
The Importance of Properly Choosing and Applying Mold Release
Common types of mold releases and slips:
- Waxes, usually paired with polyvinyl alcohol (PVA) parting film, are the legacy release agents that are particularly useful for molds that are more custom and won't be used more than a handful of times because they are relatively inexpensive.
- Semi-permanents are very thin films that, if properly applied and cured, remain on the mold walls for many cycles of use. These releases are often custom-formulated to get just the right degree of slip, which makes them relatively versatile and very useful for big-run jobs.
- Sacrificial mold releases can be pasted waxes or liquid polymers, but their defining characteristic is that they are designed to detach from the mold and coat the part as it is removed.
It is important to select a mold release that matches your manufacturing scenario, does not have to be applied too often, and provides the properties you are looking for. If you are painting, bonding, or sealing in a subsequent step, consider the amount of mold release that can be transferred to your part and if the mold release may be aerosolized into the air. Finally, knowing how to remove mold release on parts for subsequent manufacturing steps is critical.
Predicting Problems Before They Happen
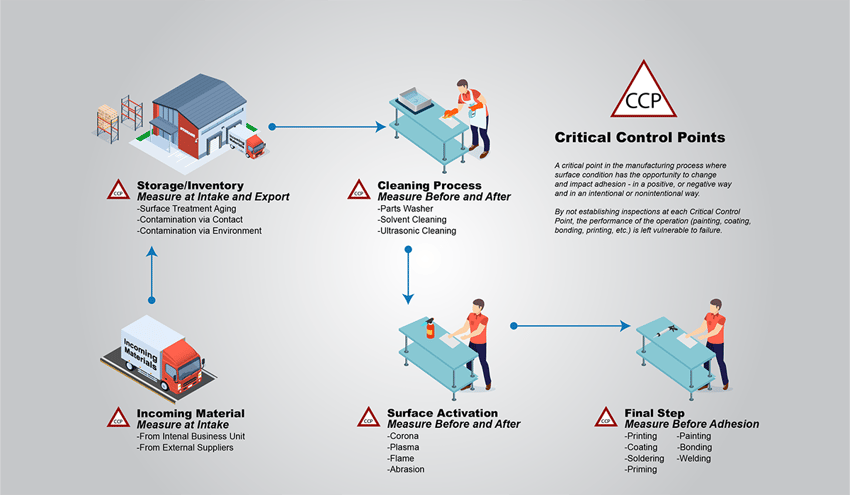
Manufacturers can proactively identify potential issues by closely monitoring key aspects of the molding process, such as mold release application, curing, and cleaning. This predictive approach is essential for achieving zero-defect production in large-scale molding.
Unfortunately, many mold maintenance practices today rely heavily on skilled workers and tribal knowledge based on past experience. This approach is risky, as it lacks standardized measurements to assess mold health. For instance, one client experienced part adhesion due to inconsistent mold release application by new operators.
Traditional methods for evaluating mold surfaces are also inadequate. The industry often relies on simple, subjective techniques like the tape test, which involves removing tape from the mold surface to predict how well a material will adhere to or release from the surface. This method is unreliable as it can vary greatly between operators.
Mastering Mold Release and Cleaning
By leveraging BConnect, you can establish, implement, and monitor optimal mold release and cleaning processes.
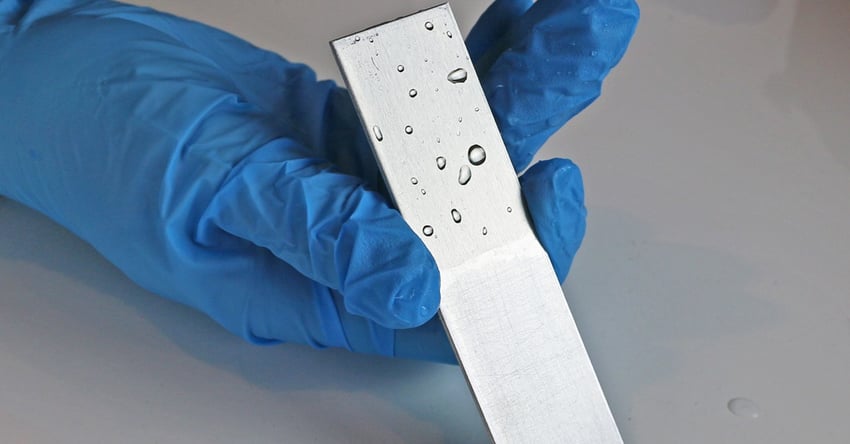
Development: The initial phase involves selecting the optimal mold release agent. This can be accomplished by rigorously comparing different options through A/B testing to determine the best water-repellent properties. Simultaneously, you can develop detailed cleaning procedures and define precise standards for reapplying the release agent.
Scaling: Once these foundational elements are in place, the knowledge and protocols can be transferred to the manufacturing floor. The ultimate goal is consistently replicating the successful results achieved in the development phase to production.
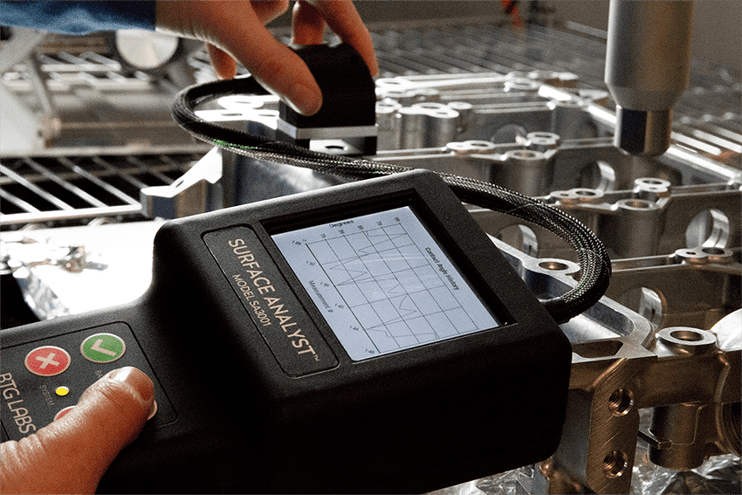
Maintenance: Using BCMobile and BConnect, you can track the mold release's performance over time. When the contact angle, a key indicator of mold condition, falls below a predetermined and measured threshold, the system alerts the maintenance team to initiate cleaning and reapplication to ensure parts don’t stick to the tooling surface.
Measuring Contact Angle on Hot Tooling and Molds
Traditionally, measuring contact angle on a hot mold surface has been difficult. However, recent advancements have dispelled these concerns. Our research demonstrates that accurate contact angle measurements can be obtained on hot molds and tooling without compromising data integrity. This breakthrough enables immediate surface assessment quickly after part ejection, providing critical insights into mold condition and performance.
By eliminating the temperature constraint, manufacturers can now conduct real-time evaluations, optimizing mold maintenance and preventing costly defects.
The Path to Perfection
Achieving zero-defect molding requires a comprehensive approach. Manufacturers can significantly improve product quality, reduce costs, and enhance overall operations by focusing on mold maintenance, optimizing release agent use, and leveraging advanced technologies. A commitment to data-driven decision-making is essential for achieving this goal.
Learn how your organization can minimize risk and maximize the success of molding processes by reading our free eBook: The Future of Manufacturing: A Guide to Intelligent Adhesive Bonding Technologies & Methodologies.

























.jpg?width=850&height=495&name=metal-brazing-copper-component%20(reduced).jpg)